EN
服务热线:020-87813325
联系我们
关于我们
公司介绍
新闻资讯
行业资讯
电阻焊产品
电容储能点凸焊
中频直流点凸焊
中频交流变频点凸焊
单相交流点凸焊
单相交流缝焊机
中频直流缝焊
交流对焊
一体化手工焊钳
伺服机器人焊钳
台式焊机
BTM无铆钉铆接设备
立式BTM铆接
手动铆钳
铆头铆座系列
FSPR自冲铆设备
固定式FSPR铆接机
机器人铆接钳
铆钉系列
自动化产线集成
机器人系统集成
洗衣机自动化产线
洗碗机内胆与框架产线
冰箱压缩机下壳体自动化产线
空调压缩机储液罐自动化产线
空调压缩机壳体自动化产线
燃气热水器自动化产线
抽油烟机外壳自动化产线
烤箱自动化产线
行业化产品
汽车零部件制造专机
家电制造专机
压缩机制造专机
五金制造专机
电机制造专机
低压电气制造专机
相关配件
关于我们
公司介绍
新闻资讯
行业资讯
电阻焊产品
电容储能点凸焊
中频直流点凸焊
中频交流变频点凸焊
单相交流点凸焊
单相交流缝焊机
中频直流缝焊
交流对焊
一体化手工焊钳
伺服机器人焊钳
台式焊机
BTM无铆钉铆接设备
立式BTM铆接
手动铆钳
铆头铆座系列
FSPR自冲铆设备
固定式FSPR铆接机
机器人铆接钳
铆钉系列
自动化产线集成
机器人系统集成
洗衣机自动化产线
洗碗机内胆与框架产线
冰箱压缩机下壳体自动化产线
空调压缩机储液罐自动化产线
空调压缩机壳体自动化产线
燃气热水器自动化产线
抽油烟机外壳自动化产线
烤箱自动化产线
行业化产品
汽车零部件制造专机
家电制造专机
压缩机制造专机
五金制造专机
电机制造专机
低压电气制造专机
相关配件
联系我们
当前位置:
首页
>
电阻焊产品
产品亮点
亨龙自主研发了中压电容储能、中频、交流三大电阻焊技术,并运用于点凸焊、缝焊、对焊,多点焊等焊接设备。
电容储能点凸焊
采用三相交流电源输入到通电变压器,在焊接控制器的控制下输出到整流桥,整流成直流后,对可充放电容充电,完成充电后,由焊接控制器控制切断外部电网,通过放电可控硅导通放电焊接变压器输出低压大电流对工件实施焊接。
了解详情 >
中频直流点凸焊
是一种采用中频直流变频电源(1KHZ/2KHZ/4KHZ 可设定),将被焊工件置于上下电极间,通过中频逆变电阻焊接控制器将焊接电流和焊接时间设定好后,设定好电极间的压力,当大电流通过被焊零件时,由于接触电阻产生的高温来熔化被焊母材而形成焊核的工艺,这种电源相对于交流单相焊接电源可以大大减少电网的需求
了解详情 >
中频交流变频点凸焊
采用三相电源输入到逆变器,将工频电源转换成中频电源(50HZ-400HZ 可调)再经过焊接变压器直接输出交流焊接电流,大大减少电网供电需求。
了解详情 >
单相交流点凸焊
交流点凸焊机是采用单相交流输入,将被焊工件置于上下电极间,通过电阻焊接控制器将焊接电流和焊接时间设定好后,设定好电极间的压力,当大电流通过被焊零件时,由于接触电阻产生的高温来熔化被焊母材而形成焊核的工艺。
了解详情 >
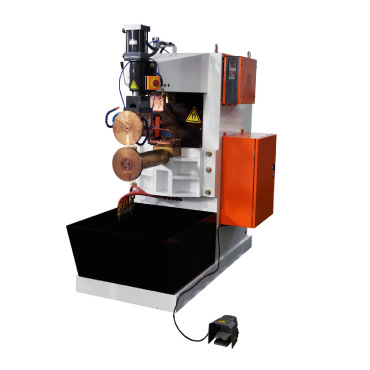
单相交流缝焊机
一种连续点焊的焊接工艺,将工件搭接后置于上下电极轮间, 在电极轮间压力作用下通过电极轮的转动并持续或断续放电实现焊接的目的。采用交流电源输入,通过交流控制器控制可控硅的开关来控制焊接时间,可控硅的导通角来控制电流大小。
了解详情 >
中频直流缝焊
是一种连续点焊的焊接工艺,将工件搭接后置于上下电极轮间, 在电极轮间压力作用下通过电极轮的转动并持续或断续放电实现焊接的目的;采用中频直流电源,通过中频控制器来控制整个焊接过程的电流及焊接时间。
了解详情 >
交流对焊
是一种采用交流电源,通过电极的移动来控制闪光流量,通过交流控制器控制焊接电流及焊接时间,当被焊工件端面达到熔融状态,关断电源,加以顶锻力形成焊接接头的工艺。
了解详情 >
一体化手工焊钳
是一种焊接变压器和电极臂连接在一起的悬挂式焊钳采用独特的悬挂系统设计,使之在XYZ方向都能旋转自如,解决了焊钳的操纵性。具有重载荷焊钳和轻载荷焊钳两大系列,满足了不同行业的应用需求。水电气均采用组件模块设计,整体性好,可靠性高。
了解详情 >
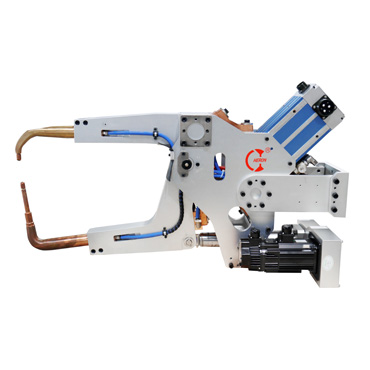
伺服机器人焊钳
是一种采用机器臂抓举的伺服机器人焊钳,由变压器和伺服加压系统、电极臂三大部分组成,目前广泛应用于汽车车身焊装线及汽车零部件制造;整机采用模块化设计,C型和X型焊钳主体可以实现共用
了解详情 >
台式焊机
了解详情 >