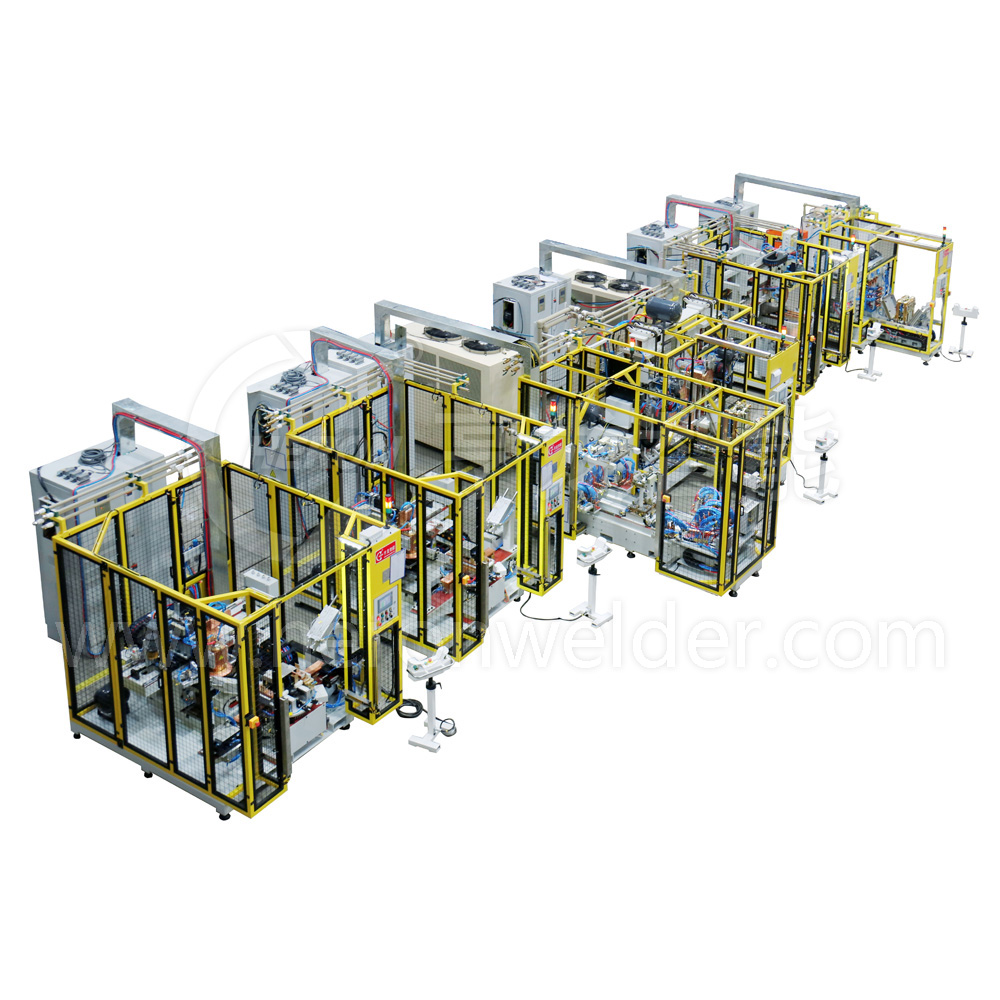
1.整线工艺包括折U,多点自动焊、缝焊
2.缝焊工艺可以实现直边何转角位参数自动切换
3.定位工装可以实现XY方向的调节
4.导电部分特殊设计了自动张紧机构
工序间独立的伺服XZ轴移栽/中频焊机焊接/兼容46L和68L两种工件;
工序:顶底中板预点焊-顶底中板单头缝焊-顶底中板双头缝焊-前板预点焊-前板长边缝焊-前板短边缝焊
节拍:35S