螺母,素有“工业之米”的美称。一颗螺母的重量,大概只有0.01kg,然而螺母虽小,却不容小觑。在汽车制造过程中,螺母是将零件一起将各个零件相互联接组合成部件、再把各种部件组合成整车的主要零件之一,其遍布汽车全身,据不完全统计,一辆汽车车身上的螺母大概有2000个,其中有360多个螺母需要焊接。
每一颗螺母是否牢固地焊接,都将决定产品的品质的优劣。在汽车车身上,属于安全件的螺母凸焊更是引起了汽车制造的高度重视,否则一旦发生意外事故,将则危及人身安全。
过去大量的螺母凸焊采用交流和三相整流电阻焊,后来逆变中频凸焊机问世后,大量切换为中频直流焊,由于焊接过程存在过热导致螺纹变形、熔深不够导致汽车在装配过程中出现螺母脱焊或者疲劳脱焊等极有可能威胁到出行人生命安全的质量问题,大部分厂家采用凸焊后弧焊加固的方式,不仅带来了直接的费用,也降低了焊接质量。
今天亨龙想和大家分享的是一种低能耗、低材耗、高效率、高稳定的,可以解决螺母凸焊难题的工艺——亨龙的专利工艺之一:中压电容储能凸焊工艺。
中压电容储能凸焊工艺的核心原理在于向工件输出低压大电流,电流通过有电阻的工件从而产生大量热量形成熔池,再通过加压将工件链接在一起。
熔池:是指因电阻发热而在被焊金属的两个界面的塑性圈内熔化成液态金属。
在电阻凸焊过程中,当电流密度达到一定值时,凸点没有软化但熔池已经形成,接触电阻R会降低,根据公式Q=I²RT,电流要持续增大,才能产生更多的热量去熔化更多的凸点,确保焊接质量。如果电流密度不能在短时间内达到要求,凸点和板材间就不能形成熔池,那么在压力的作用下,热态的凸点就会被压扁,接触面积就会变大,电阻变小,要想产生能够形成熔池的热量对电流的需求变高,当后续电流设定值没有达到对应电流需求时,永远也不会形成熔池,从而造成假焊。
形成了熔池
未形成熔池
相比起其他的凸焊工艺,中压电容储能凸焊具有显著的优势,这是由其电流曲线决定的。
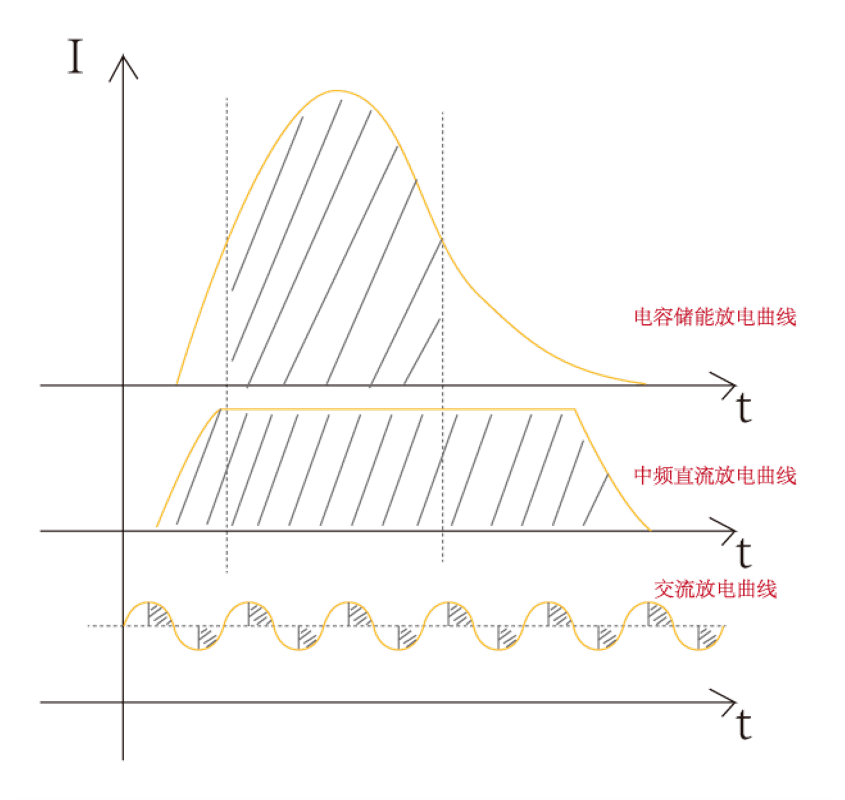
电容储能的特殊放电曲线,可满足凸点熔化后由于接触电阻的减少而熔池的持续增大对焊接电流持续增大的需求,克服了传统的交流及中频直流的恒流输出曲线的缺点,因此中压电容储能凸焊是电阻焊领域的最佳的凸焊工艺。
1.焊接质量可靠、稳定;熔核有大于0.2MM的熔深,焊接效果牢固;
2.压电容储能焊能量集中,热影响区小,螺纹不会因焊接过程发热而变形;
3.热影响区小,能耗、电极损耗低,节约成本;
4.使用过程对电网要求小,仅为交流焊机的20%,中频的50%,大大减少动能配套;
5.焊接镀锌件时可以不损坏非焊接区的镀锌层,不需要打磨和后处理;
6.储能焊在焊接过程不受电网波动影响,特别是在高强度钢和热成型钢的螺母凸焊时质量非常稳定。
目前,亨龙也针对中压电容储能凸焊工艺的实际应用开发了系列产品,进一步的产品信息以及工艺详情欢迎大家点击产品介绍查看详细信息!
以上就是亨龙的本次分享,欢迎大家在联系我们进行沟通交流,亨龙后续将会为大家带来更多的知识分享!