科技的进步,带来一波又一波的产品革新。大街上的汽车,天空中的飞机,水上的航船,家中的家用电器,办公室里的空调......给人们的生活带来了极大的便利。
每一个产品在步入我们的生活之前,都必须经历一番加工制造。而加工链条中的主角之一,便是金属连接中的工艺——焊接技术。
金属连接的世界,精彩纷呈
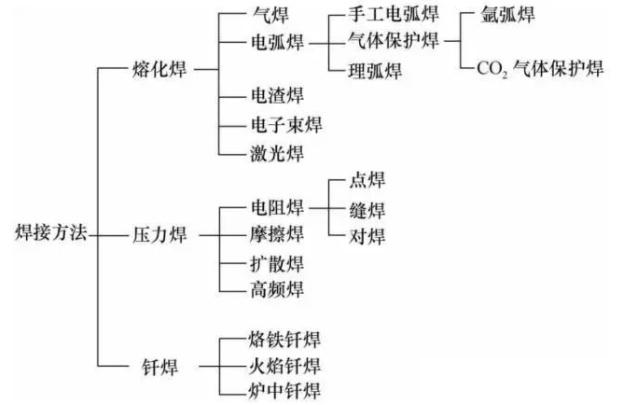
焊接,通常是指金属的焊接。是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。
(1)熔焊 。将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
(2)压焊。在焊接过程中无论加热与否,均需要加压的焊接方法。常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。
(3)钎焊 。采用熔点低于被焊金属的钎料(填充金属)熔化之后,填充接头间隙,并与被焊金属相互扩散实现连接。钎焊过程中被焊工件不熔化,且一般没有塑性变形。
一、熔化焊
气焊
熔融焊接法是将可燃性气体燃烧产生的热量在氧气中使用,将母材的焊接接头熔融后进行连接。气体焊接是以气焰为热源的焊接法。最广泛使用的是以乙炔气体为燃料的氧乙炔炎。由于焊接温度低,加热速度慢,加热面积大,焊接热影响区宽,焊接变形大,焊接过程中受熔融金属保护差,焊接质量难以保证,应用已经很少。
应用:由于无需焊接,且设备简单、成本低、迁移方便、通用性强,在无电源、户外作业的情况下具有实用价值。目前主要用于铜及铜合金的焊接和铸铁的焊接。
手弧焊
手弧焊是各种电弧焊方法中发展最早、目前仍然应用最广的一种焊接方法。它是以外部涂有涂料的焊条作电极和填充金属,电弧指的是在焊条的端部和被焊工件表面之间的燃烧。涂料在电弧热作用下一方面可以产生气体以保护电弧,另一方面可以产生熔渣覆盖在熔池表面,防止熔化金属与周围气体的相互作用。熔渣的更重要作用是与熔化金属产生物理化学反应或添加合金元素,改善焊缝金属能。手弧焊设备简单、轻便,操作灵活。
应用:手弧焊可以应用于维修及装配中的短缝的焊接,特别是可以用于难以达到的部位的焊接。手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。
埋弧焊
埋弧焊是以颗粒状焊剂为保护介质,电弧掩藏在焊剂层下的一种熔化极电焊接方法。埋弧焊的施焊过程由三个环节组成:1.在焊件待焊接缝处均匀堆敷足够的颗粒状焊剂;2. 导电嘴和焊件分别接通焊接电源两级以产生焊接电弧;3.自动送进焊丝并移动电弧实施焊接。
应用:由于埋弧焊熔深大、生产率高、机械操作的程度高,因而适于焊接中厚板结构的长焊缝。在造船、锅炉与压力容器、桥梁、超重机械、核电站结构、海洋结构、武器等制造部门有着广泛的应用,是当今焊接生产中最普遍使用的焊接方法之一。埋弧焊除了用于金属结构中构件的连接外,还可在基体金属表面堆焊耐磨或耐腐蚀的合金层。随着焊接冶金技术与焊接材料生产技术的发展,埋弧焊能焊的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢等以及某些有色金属,如镍基合金、钛合金、铜合金等。
电渣焊
电渣焊是以炉渣的电阻热为能量的焊接方法。焊接工序由上下焊接位置、两侧端面和水冷铜滑动块两面形成的组装间隙进行。在焊接过程中,通过炉渣的电流产生的电阻热用于熔融被加工物的端部。根据用于焊接的电极形状,电渣焊接分为电线电渣焊接、阳极电渣焊接和喷嘴电渣焊接。电渣焊可焊的工件厚度大(从30mm到大于1000mm),生产率高。主要用于在断面对接接头及丁字接头的焊接。电渣焊可用于各种钢结构的焊接,也可用于铸件的组焊。
应用:主要用于重型机械制造业中,制造锻-焊结构件和铸-焊结构件,如重型机床的机座、高压锅炉等,焊件厚度一般为40~450mm,材料为碳钢、低合金钢、不锈钢等。
电阻束焊
电子束焊是以集中的高速电子束轰击工件表面时所产生的热能进行焊接的方法。电子束焊接时,由电子枪产生电子束并加速。常用的电子束焊有:高真空电子束焊、低真空电子束焊和非真空电子束焊。前两种方法都是在真空室内进行。焊接准备时间 (主要是抽真空时间)较长,工件尺寸受真空室大小限制。电子束焊与电弧焊相比,主要的特点是焊缝熔深大、熔宽小、焊缝金属纯度高。它既可以用在很薄材料的精密焊接,又可以用在很厚的(最厚达300mm)构件焊接。所有用其它焊接方法能进行熔化焊的金属及合金都可以用电子束焊接。主要用于要求高质量的产品的焊接。还能解决异种金属、易氧化金属及难熔金属的焊接,但不适于大批量产品。
应用:特别适合焊接一些难熔金属、活性或高纯度金属以及热敏感性强的金属。但设备复杂,成本高,焊件尺寸受真空室限制,装配精度要求高,且易激发X射线,焊接辅助时间长,生产率低,这些弱点都限制了电子束焊的广泛应用。
激光焊
激光的产生:物质受激励后,产生的波长、频率、方向完全相同的光束。
激光的特点:具有单色性好、方向性好、能量密度高的特点,激光经透射或反射镜聚焦后,可获得直径小于0.01mm、功率密度高达1013W/cm2的能束,可以作为焊接、切割、钻孔及表面处理的热源。产生激光的物质有固体、半导体、液体、气体等,其中用于焊接、切割等工业加工的主要是钇铝石榴石(YAG)固体激光和CO2气体激光。
应用:由于激光焊设备昂贵,能量转化率低(5%~20%),对焊件接口加工、组装、定位要求均很高,目前主要用于电子工业和仪表工业中的微型器件的焊接,以及硅钢片、镀锌钢板等的焊接。
金属连接的世界,精彩纷呈。
未来的日子中,亨龙将与您一起,探索更多金属连接世界的奥秘!