在我们的日常生活中,无论是家居用品、交通工具还是大型建筑,随处可见焊接所制成的物品。焊接作为一项重要的金属连接技术,它的应用范围十分广泛。本文将承接上文,继续向您分享有趣的电阻焊知识,和您一起探索金属世界的连接力量!
二、压力焊
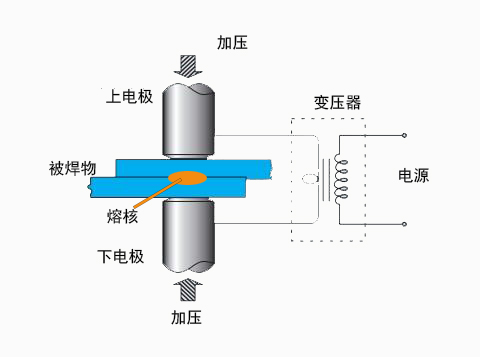
电阻焊
电阻焊的原理是利用电流通过被焊件时产生的电阻热作为热源,将被焊件局部加热,同时加压进行焊接。将被焊件的焊接点对齐放置在上下电极之间,形成一个闭合电路。当电流通过电阻体时,被焊件的接触面会受到热量的影响,导致工件表面温度升高。一旦工件表面温度达到熔点,工件就会熔化并形成熔核,在通过上下电极部施加压力,从而实现金属之间的稳定连接。
应用:在汽车、飞机、仪器、家电、建筑用的钢筋、等行业有广泛应用,适用材料广泛,各类钢材、铝、镁等有色金属及其合金、不锈钢等均可焊接,只是易氧化金属的电阻焊焊接性稍差。
摩擦焊
摩擦焊是以机械能为能源的固相焊接。它是利用两表面间机械摩擦所产生的热来实现金属的连接的。摩擦焊的热量集中在接合面处,因此热影响区窄。两表面间须施加压力,多数情况是在加热终止时增大压力,使热态金属受顶锻而结合,一般结合面并不熔化。摩擦焊生产率较高,原理上几乎所有能进行热锻的金属都能摩擦焊接。摩擦焊还可以用于异种金属的焊接,适用于横断面为圆形的最大直径为100mm的工件。
应用:异种金属和异种钢产品,如电力工业中的铜-铝过渡接头,金属切削用的高速钢-结构钢刀具等;结构钢产品,如电站锅炉蛇形管、阀门、拖拉机轴瓦等。
扩散焊一般是以间接热能为能源的固相焊接方法,通常是在真空或保护气体中进行。焊接时使两被焊工件的表面在高温和较大压力下接触并保温一定时间,经过原子间相互扩散而结合。焊前不仅需要清洗工件表面的氧化物等杂质,而且表面粗糙度要低于一定值才能保证焊接质量。
扩散焊在真空或保护气体的保护下,在一定温度(低于母材的熔点)和压力条件下,使相互接触的平整光洁的待焊表面发生微观塑性流变后紧密接触,原子相互扩散,经过一段较长时间后,原始界面消失,达到完全冶金结合的焊接方法。
应用:熔点差别大或冶金上不相容的异种金属之间的焊接、金属与陶瓷的焊接和钛、镍、铝合金结构件的焊接。不仅应用于原子能、航空航天及电子工业等尖端技术领域,而且已推广至一般机械制造工业部门。
高频焊高频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min,主要用于制造管子时纵缝或螺旋缝的焊接。
三、钎焊
钎焊采用熔点低于母材的合金作钎料,加热时钎料熔化,并靠润湿作用和毛细作用填满并保持在接头间隙内,而母材处于固态,依靠液态钎料和固态母材间的相互扩散形成钎焊接头。钎焊对母材的物理化学性能影响小,焊接应力和变形较小,可焊接性能差别较大的异种金属,能同时完成多条焊缝,接头外表美观整齐,设备简单,生产投资小。但钎焊接头的强度较低,耐热能力差。钎焊可以用于焊接碳钢、不锈钢、高温合金、铝、铜等金属材料,还可以连接异种金属、金属与非金属。适于焊接受载不大或常温下工作的接头,对于精密的、微型的以及复杂的多钎缝的焊件尤其适用。
应用:硬质合金刀具、钻探钻头、自行车车架、换热器、导管及各类容器等。
爆炸焊
爆炸焊也是以化学反应热为能源的另一种固相焊接方法。但它是利用炸药爆炸所产生的能量来实现金属连接的。在爆炸波作用下,两件金属在不到一秒的时间内即可被加速撞击形成金属的结合。在各种焊接方法中,爆炸焊可以焊接的异种金属的组合的范围最广。可以用爆炸焊将冶金上不相容的两种金属焊成为各种过渡接头。爆炸焊多用于表面积相当大的平板包覆,是制造复合板的高效方法。
超声波焊
超声波焊也是一种以机械能为能源的固相焊接方法。进行超声波焊时,焊接工件在较低的静压力下,由声极发出的高频振动能使接合面产生强裂摩擦并加热到焊接温度而形成结合。超声波焊可以用于大多数金属材料之间的焊接,能实现金属、异种金属及金属与非金属间的焊接。可适用于金属丝、箔或2~3mm以下的薄板金属接头的重复生产。
焊接,是工业制造中的关键工艺。
金属连接的世界,精彩纷呈。
未来的日子中,亨龙将与您一起,探索更多金属连接世界的奥秘!